Arte sfondo
Palancole in acciaio sono sezioni strutturali a lungo fornito con un sistema ad incastro che permette la costruzione di muri di sostegno continuo. Le sezioni palancole più comuni sono: Z-sezioni, a U, Ohm sezioni, le sezioni TV a web e H o sezioni a doppia T.
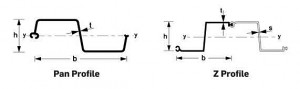
Z-sezione palancole comprendono una prima flangia, una seconda flangia, sostanzialmente parallela alla prima flangia, un web inclinata, un primo angolo che unisce il web per la prima flangia, un secondo angolo aderire web alla seconda flangia, in cui ciascun degli angoli ha un angolo di apertura α maggiore di 90 °, preferibilmente nell’intervallo da 110 ° a 140 °. I bordi longitudinali delle flange sono generalmente dotate di mezzi di accoppiamento per scopi incastro. In netto contrasto con altre sezioni palancole, Z-sezione palancole non hanno un piano di simmetria.
E ‘ben noto nella tecnica per produrre Z-sezione palancole mediante un processo di laminazione a caldo, a partire da lastre o, più recentemente, dal grezzo per profilati.
Brevetto statunitense n. No. 5.671.630 descrive un procedimento per la laminazione come palancole Z-sezione da uno sbozzato fascio. Secondo questo metodo, una preforma di palancole è rotolato con preforme curve del web e le flange. La preforma curva del web comprende: due sezioni di transizione web / flangia, che sono sostanzialmente tratti piani paralleli al piano di rotolamento; una sezione centrale, che è una sezione sostanzialmente piana definente un angolo di circa 60 ° rispetto al piano di rotolamento; e due archi di collegamento, collegare le sezioni di transizione web / flangia alla sezione intermedia obliqua. Le sostanzialmente “J” preforme sagomate delle flange permettono rotolare i mezzi di accoppiamento vicino al piano di rotolamento neutra. In un’ultima fase di laminazione, le preforme curve del web e le flange vengono raddrizzati per formare la Z-sezione palancole finito.
E ‘noto nella tecnica che scanalato rotoli utilizzati per la laminazione Z-profilato-pali hanno una vita relativamente breve. A causa della mancanza di simmetria speculare nella loro sezione, si deve produrre un lato del palancole Z sezione in una scanalatura profonda del cilindro superiore e l’altro lato in una scanalatura profonda del cilindro inferiore. Tali estremi contorni distanza rulli determinano che le superfici dei rulli sono rapidamente usurati e dal fatto che la loro possibilità di rielaborazione sono piuttosto limitate. Hanno anche aumentare il rischio di una frattura rotolo.
Vi è pertanto la necessità di un metodo per tirare un palancole Z-sezione in cui i rulli hanno una durata più lunga e sono meno esposti ad una frattura extra.
Sintesi dell’invenzione
L’invenzione propone un metodo per la laminazione a caldo di palancole Z sezione avente una prima flangia, una seconda flangia, che è sostanzialmente parallela alla prima flangia, un web inclinata, un primo angolo aderire web alla prima flangia, un secondo angolo giunzione il web per la seconda flangia, in cui ciascuno degli angoli ha un angolo di apertura α maggiore di 90 °, preferibilmente nell’intervallo da 110 ° a 140 °. Il metodo proposto comprende le fasi di: (1) rotolare una preforma curvo del web in successive lacune rotolo definiti da almeno una coppia di rulli comprendente un rullo superiore scanalata ed un rullo inferiore scanalato, in cui una preforma della prima curva e un adiacente prima parte della preforma curvo del web sono formate in una prima scanalatura del rullo superiore, in cui quest’ultima ha es il suo diametro minimo e una preforma del secondo angolo e una seconda parte adiacente della preforma curvo del web sono formate in una prima scanalatura del rullo inferiore, in cui quest’ultima ha ad esempio il suo diametro minimo; e (2) successivamente raddrizzare la preforma curvo del nastro tra un rullo raddrizzamento superiore ed un rullo inferiore raddrizzamento. In accordo con un aspetto della presente invenzione, almeno nelle ultime lacune rolling rullo preforma curvo del web, il diametro del rullo inferiore diminuisce in modo discontinuo nell’intervallo tra la prima scanalatura del rullo superiore e il primo scanalatura nel cilindro inferiore, ed il diametro della tomaia aumenti rullo in modo complementare. Diminuendo in modo discontinuo significa che il diametro del cilindro inferiore non continuo diminuisce; cioè ci sono parti intermedie del rullo inferiore nell’intervallo interessato, in cui il diametro inizialmente diminuendo rimane sostanzialmente costante, e / o in cui aumenta prima diminuisce ancora. In altre parole, l’intervallo tra la prima scanalatura nel rullo superiore e la prima scanalatura del rullo inferiore, il diametro del cilindro inferiore diminuisce es in modo a gradini e / o in maniera ondulata. Ne consegue che meno spazio verticale è necessaria per la laminazione della preforma del web; cioè i diametri minimi dei due rulli può essere più grande rispetto a qualsiasi metodo dell’arte nota del materiale lastriforme pile a Z. Di conseguenza, il contorno gap rotolo può essere rielaborato più spesso, prima che i diametri minimi dei rulli diminuire oltre un valore limite. Inoltre, meno profonde scanalature dei rulli comportano anche minori coppie di laminazione ed in velocità superficiali più uguali lungo il divario contorno rullo, cioè nella minore usura meccanica delle superfici dei rulli. In sintesi, con il metodo proposto, i rulli usurano meno velocemente e vanno rielaborate meno spesso, ma-a causa di una più grande con diametro minimo anche può essere rielaborato più frequenza che con qualsiasi metodo della tecnica nota per laminazione Z-sezione palancole. Ultimo ma non meno importante, meno profonde scanalature dei rotoli anche di ridurre notevolmente il rischio di una frattura rotolo. Di conseguenza, con il metodo proposto, previsto vita tempo totale dei rulli può essere sostanzialmente aumentato. Infine, sarà inoltre apprezzato che il metodo proposto consente di utilizzare una lastra relativamente sottile come prodotto di partenza per la laminazione a palancole Z-sezione.
In una realizzazione preferita, il diametro del cilindro inferiore diminuisce, nell’intervallo tra la prima scanalatura del rullo superiore e la prima scanalatura del rullo inferiore, in modo ondulato, in modo da avere in questo intervallo di almeno un intermedio valore massimo ed un valore minimo intermedio. Questo significa ad esempio che una terza parte della preforma curvo del nastro, che si trova tra la prima parte e la seconda parte, è formata in parte in una seconda scanalatura del cilindro inferiore, e in parte in una seconda scanalatura del rullo superiore. A causa del fatto che rotolamento della preforma curvo del nastro viene assegnato su almeno due scanalature del rullo superiore e almeno due scanalature del rullo inferiore, queste scanalature possono essere meno profondo, cioè i diametri minimi dei due cilindri può essere più grande.
In una ulteriore forma di realizzazione, nell’intervallo tra la prima scanalatura del rullo superiore e la prima scanalatura del rullo inferiore, il diametro diminuisce rullo inferiore poi rimane costante, prima di un ulteriore diminuzione. Questo significa ad esempio che una terza parte della preforma curvo del nastro, che si trova tra la prima parte e la seconda parte, è formata tra tratti sostanzialmente cilindrici del rullo superiore e il rullo inferiore. A causa del fatto che la sezione centrale della preforma curvo del nastro viene arrotolata almeno parzialmente fra sezioni di rullo sostanzialmente cilindriche, meno spazio verticale è necessaria per la laminazione della preforma del web; cioè i diametri minimi dei due rulli può essere più grande rispetto a qualsiasi metodo dell’arte nota del materiale lastriforme pile a Z.
Se la linea centrale di un rotolo è definita come l’asse (riga) su cui ruota il rullo (cioè la linea che passa attraverso i centri dei due perni di banco del rullo) e il diametro nominale di un rullo in una coppia di rulli è definita come la distanza verticale minima tra le linee mediane dei rulli della coppia di rulli, il diametro minimo del rullo inferiore nella sua-summenzionata-seconda scanalatura è preferibilmente inferiore al diametro nominale del cilindro inferiore e preferibilmente maggiore della minima diametro del rullo inferiore nella prima scanalatura; e / o il diametro minimo del rullo superiore nella sua-summenzionata-seconda scanalatura è preferibilmente inferiore al diametro nominale del rullo superiore e preferibilmente maggiore del diametro minimo del rullo superiore nella sua prima scanalatura.
(This article comes from FreePatentsOnline.com editor released)